Nachbau Handrad HR330 für Heidenhainsteuerung 407-530i
Das Handrad HR330 hat gegenüber dem neueren HR410 einige Vorteile,
es ist sehr gut handhabbar wenn es seitlich an der Steuerung klebt (Haftmagnete),
sind die Tasten auf der Oberseite und das Drehrad seitlich.
Bei der Parametrierung auf HR330 statt auf HR410 arbeitet die Heidenhain Sofware
und das PLC Programm wesentlich anwenderfreundlicher, die Vorschubgeschwindigkeit
kann flexibel über den F-Override Regler ständig verändert werden ,
(auch nach Starten der automatisch laufenden Achse).
Beim HR 410 gibt es nur 3 Vorschubsgeschwindigkeiten,diese sind nur
kompliziert über die Änderung der Maschinenparameter wählbar.
Eine Taste für Eilgang ist beim HR410 leider nicht mehr vorhanden.
Auch die Ausführung der Zustimmtasten und die damit erreichteUVV
Funktionalität sind sehr störend und beim HR330 so nicht vorhanden.
Daher ist das HR330 in der manueller Betriebsart zum Bsp. beim
Einrichten (Werkstückvermessung) und zum Bearbeiten einfacher Teile
komfortabler.
Serienmässig gibt es aber nur das neuere HR410 dazu, das HR330
gibt es nur als Ersatzteil, recht teuer.
Hier ein Nachbau des HR330
Es ist komplett aus PE gefräst, die Tasten aus farbigen PVC.
Die Hauptplatte mit 8 bit CPU(ATmega8 von Atmel)
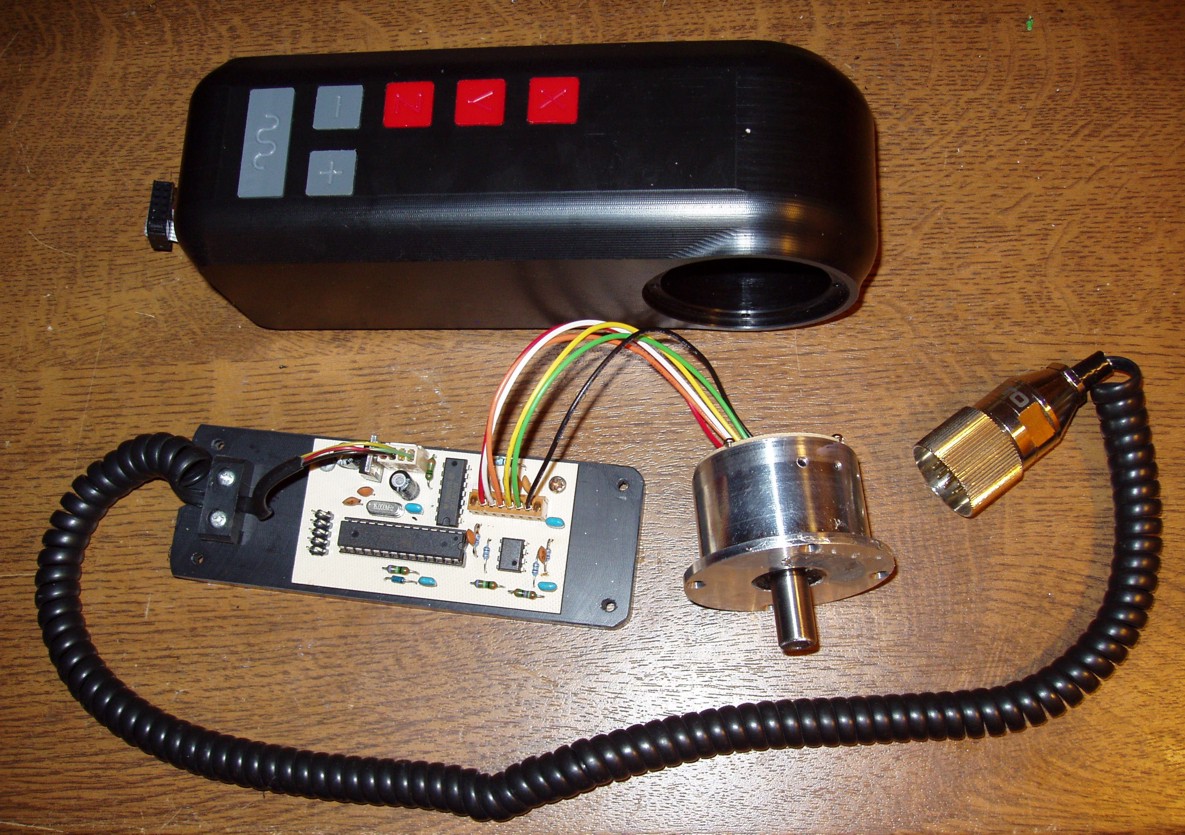
Im Gehäuse die Leiterplatte mit 9 Tasten und Anschlusstecker,
der Analoger Drehgeber, Rückseitig 3 Haftmagnete
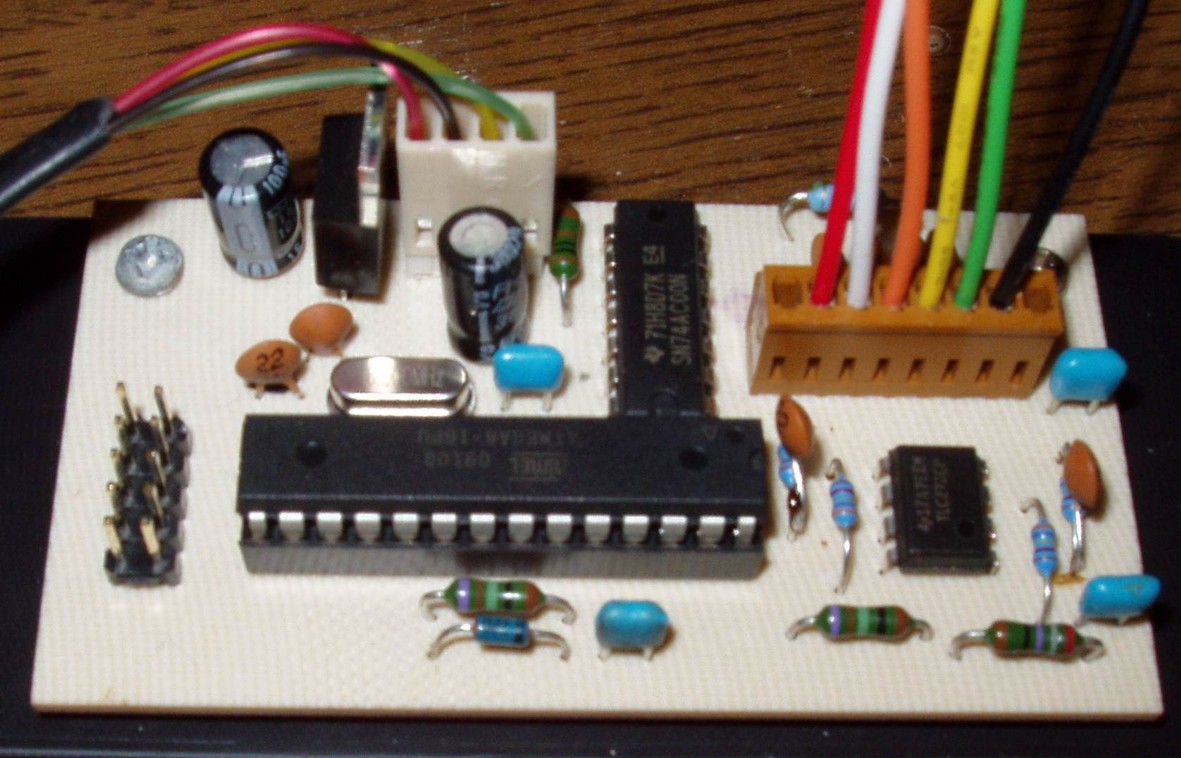
Zur Schaltung
Die Funktionalität habe ich als reine Softwarelösung ausgeführt, die auf einem 8 bit Controller von Atmel mit integrieter Peripherie (adc und usart) läuft. Es sind 2 Differenzverstärker mit geringem Drift nötig um die + -12 uA Signale vom optischen Analogdrehgeber auf Signalpegel der adc Eingänge anzuheben. Der Drehgeber ist auch ein Eigenbau, er arbeitet nach dem üblichen Prinzip, mit Strichteilung und interpolierbaren sin/cos Analogsignalen.
Software
Die Heidenhainsteuerung gibt alle 6 ms ein Signal aus, worauf das Handrad
ein Datenpaket von 4 Byte zurück gibt. 2Byte für Kennung, Achstasten und UVV Taste,
die restlichen 2 Bytes geben den Drehgeber Zählwert seit der letzten Datensendung
zurück, als 16 bit Wert also je nach Drehrichtung + -32000,
also alle 6ms wird der Zählwert übergeben und der Zählerstand gelöscht.
Der Drehgeber hat 100 Striche pro Umdrehung diese werden durch Interpolation
der Analogsignale auf 20000 Zählungen /U gerechnet.
Das Prinzip der Sin/Cos Auswertung also von zwei um 90 grad phasenverschobenen
Messignale kann rechnerisch durch Division und nachfolgendem Arkustangens
erfolgen.
Dieses ist praktisch schlecht umsetzbar, da Flieskommaberechnung bzw. trigonometrische
Funktionen in einfachen CPU's nicht oder zu langsam verarbeitet werden.
Eine gängige Methode ist, erst durch Auswertung der Nulldurchgänge mit 2 Komperatoren
den Quadrant ermitteln, dann beide Messwerte durch AD Wandlung in zwei 8 bit Signale als 16 bit Adresse
an Eproms(65 KB) gegeben in welchen alle vorberechneten Div/atan möglichkeiten
gespeichert sind ,das Ergebniss (8bit) wird zum Quadrantenzähler gerechnet, fertig.
Ich habe mir hierfür eine andere Vorgehensweise ausgedacht, welche eine Signalperiode
200 fach interpoliert also wie das Original Heidenhain Handrad eine Umdrehung gleich 20mm
Verfahrweg bei 0,0001 mm Auflösung.
Mein elektronisches Handrad erledigt das mit einem sehr kostengünstige Atmega 8 der nebenbei
noch die Tastenabfrage und Kommunikation mit der TNC abarbeitet.
Die Software für die gesammte Funktionalität ist nur ca. 4 KByte gross!!
Das Eigenbauhandrad funktioniert (getestet) an der TNC 407,415,426,430,530. Original ist es mit einem 6 poligen Rundstecker mit der Steuerung verbunden, es lässt sich mit dem entsprechenden Stecker auch an der Buchse für das HR332 oder HR410 anstecken. Die Maschinenparameter müssen auf HR330 gesetzt werden (MP7640 - MP7671). Bei manchen Steuerungen ist eine Änderung im PLC Programm erforderlich.
Startseite